Forståelse af bremseklodser - sammensætning, typer og præstationsfaktorer
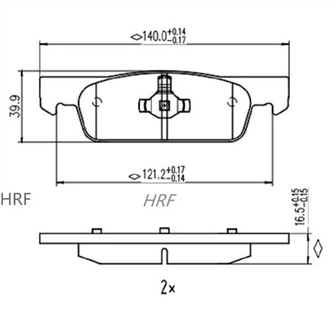
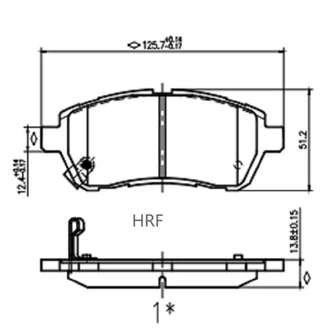
Anatomi af en bremsepude
Moderne puder omfatter fire nøgleelementer:
1. friktionsmateriale (30-70%): Arbejdsoverfladen. Komplekse blandinger af 15-30 råmaterialer.
2. Strukturel bagplade: Stål skimmer dæmpet vibration og spreder varme.
3. klæbende lag: Høj - temp harpikser Bindingsmaterialer (epoxy/phenol).
4. sensorer (OEM): Bær indikatorer, der udløser advarsler om dashboard.
Udvikling af friktionsmaterialer
- asbest (før 1980'erne): forbudt på grund af kræftfremkaldende støv.
- semi - Metallic (1970'erne - tilstedeværende): 30–65% metal (stål/kobber) fibre. Holdbar, men støjende.
- ikke - asbest organisk (NAO) (1980'erne - nuværende): organiske fibre (glas/aramid) med kulstof/keramiske fyldstoffer. Mere støjsvage men højere slid.
- Lav - Metallisk Nao: Hybrid med 10-30% metal. Balances ydeevne og støj.
- keramik (1990'erne - nuværende): keramiske fibre, ikke - jernholdige fyldstoffer og gummiforbindelser. Minimal støv/støj, men dyrere.

Materialevidenskab dybt dykke
Friktionsmodifikatorer
{{0.
- smøremidler: grafit/molybdæn disulfid - Reducer støj og pedaldommer.
- Forstærkninger: Aramid/stålfibre - Forhindre spredningsformering.
Bindersystemer
Phenoliske harpikser er standard, men nedbrydes over 350 ° C. Polyimid og keramiske bindemidler (brugt i racing) modstå 600 ° C +.
Ydelsesmetrics
1. Friktionskoefficient (μ):
- lav (0,25–0,35): komfort - orienteret (f.eks. Luxury EVS).
- Høj (0,4–0,6): Performance/sportsbiler.
Stability across temperatures is critical – fade occurs when μ drops >20%.
2. slidstyrke:
Keramiske puder varer 70k+ miles; Semi - Metallic ~ 40K miles. Påvirket af:
- slibende indhold
- rotoroverflade ruhed
- Aggressiv kørsel
3. støjvibration hårdhed (NVH):
Skrig (1–16 kHz) forårsaget af pind - glidvibration. Modforanstaltninger inkluderer:
- afskårne kanter
- isolerende shims
- dæmpningspasta
4. Miljøpåvirkning:
PM10 -emissioner spænder fra 5-20 mg/km. Keramiske/Nao -puder udsender 50% mindre end semi - metallisk.
Fremstillingsproces
1. Blanding: Råmaterialer blandet i drejningsmomentreometre.
2. pre - Formning: komprimeret til "mursten" ved 150–200 ° C.
3. Hot Pressing: Hærdet under 500 ton presser ved 300 ° C.
4. post - Hærdning: varmebehandling (200 ° C for 8+ timer) forbedrer stabiliteten.
5. Chamfering/Slotting: Reducerer støjpropensitet.
6. Kvalitetskontrol: Forskydningstest, densitetskontrol og validering af dynamometer.
Nye teknologier
{{0.
{{0.
{{0.
Vedligeholdelsesbedste praksis
1. sengetøj - i: essentiel for optimal ydelse. Cyklus 30–40 moderate stop (50-15 mph) uden overophedning.
2. Rotorkompatibilitet: Match altid pude/rotormaterialer (f.eks. Keramiske puder med høje - kulstofdiske).
3. Undgå "PAD -slap": Udskiftning af puder uden at genoplive rotorer forårsager ujævne overførselslag og støj.
Regulerende landskab
- Globale standarder: UNECE R90 certificerer eftermarkedspuder i 54 lande.
- testprotokoller: SAE J2522 (ydeevne), J661 (friktionskonsistens).
- Mærkning: EU mandater støv/støjvurderinger (A - G -skala) siden 2023.
Fremtiden: smarte puder og videre
Forskning fokuserer på:
- selv - Helbredelseskompositter: Mikrokapsler frigiver smøremidler, når der dannes revner.
- Triboelektriske puder: Generering af elektricitet fra friktion (Toyota Patent WO2023148796).
- Bio - Nedbrydelige formuleringer: University of Leeds forsøg ved hjælp af lignin fra afgrødeaffald.
Konklusion
Bremseklodser eksemplificerer, hvordan materialeteknologi krydser sikkerhed, akustik og miljøvidenskab. Efterhånden som EVS og autonomi udvikler sig, kan deres rolle muligvis skifte, men deres kernefunktion - muliggør kontrolleret deceleration - forbliver uerstattelig. At forstå deres kompleksiteter giver mulighed for mere sikre, mere informerede valg for både forbrugere og teknikere.